
Технология производства деревянных окон
Технология производства деревянных окон
Основные этапы изготовления деревянных окон

- Этап первый – сушка сырья
- Второй этап – изготовление бруса
- Третий этап – изготовление оконных блоков
- Четвертый этап – окрашивание элементов оконных конструкций
- Пятый этап – интеграция уплотнителей и фурнитуры
- Шестой этап – установка стеклопакетов
- Седьмой этап – регулировка, проверка качества и упаковка
Этап первый – сушка сырья
Независимо от породы древесины исходное сырье, из которого потом будет делаться евробрус, должно быть высушено до определенной кондиции. Эта процедура выполняется в специальной камере, куда помещаются пиломатериалы. Там древесина под высоким давлением пропаривается, подвергается вакуумной обработке и высушивается под воздействием повышенной температуры. На текущий момент используется три режима сушки:
- форсированный – сопровождается потемнением древесины и уменьшением ее прочности, которая может снизиться на 20%;
- стандартный (нормальный) – позволяет сохранить все основные характеристики сырья, не влияет на прочность пиломатериалов, но провоцирует незначительное изменение цвета древесины;
- мягкий – дерево сохраняет неизменными цвет, свойства и высокую прочность.

До и после процедуры сушки, после которой влажность древесины снижется до уровня 8-10%, пиломатериалы хранятся на специальных складах. В таких помещениях создается и поддерживается климатический режим, позволяющий дереву сохранять свои характеристики. Перед заказом окон рекомендуется поинтересоваться, каким способом была высушена древесина. Самый лучший – мягкий, а наиболее дешевый – форсированный.
В России для производства окон чаще всего используются сосна, дуб или лиственница. Несмотря на разные характеристики этих моделей к их сушке предъявляются в целом одинаковые требования.
Второй этап – изготовление бруса
При множестве достоинств натурального дерева у изделий из него всегда отмечались некоторые недостатки – деформации и кручение, а также появление трещин в самых неожиданных местах. Этот фактор негативно сказывался на имидже материала.
Сегодня в этом плане все изменилось – чтобы конструкция деревянного окна оставалась стабильной в течение всего срока его эксплуатации, производители стали применять евробрус. Эти профилированные элементы обладают всеми достоинствами натуральной древесины и вместе с тем лишены основных природных недостатков. Для получения такого материала исходное сырье должно пройти несколько этапов обработки:
- После «процедур» в сушильной камере доски еще раз проверятся на наличие природных дефектов. В ходе этого мероприятия удаляются все смоляные карманы, сучки, гниль, раковины, трещины и т.д.;
- Оставшиеся дощечки (делянки), на которых не было обнаружено ни одного изъяна, обрабатываются с торцевых краев на фрезерном оборудовании и сращиваются между собой в длину;
- Полученным путем сращивания ламелям придается на строгальном станке единая толщина – от 22 до 30 мм;
- После первичной обработки ламели склеивают между собой в цельный брус таким образом, чтобы годовые кольца у двух соседних элементов одной детали расходились в разные стороны – это обеспечивает высокую упругость и позволяет компенсировать возможные деформации;
- В некоторых ситуациях к боковым торцам уже срощенного бруса приклеиваются еще и продольные ламели, что позволяет дополнительно улучшить характеристики полученных заготовок;
- Полученные бруски обрабатываются на фрезеровальных станках, благодаря чему приобретают форму профиля, полностью готового к резке и сборке оконных конструкций;
- Завершающая процедура – предварительная шлифовка профилированного евробруса.

Обычно для получения бруса используют 3 слоя ламелей. Однако для более дорогих моделей с широкими рамами возможно увеличение количества слоев до 5. Модели стандарт- и премиум-класса изготавливают из бруса, который с лицевых сторон имеет цельные ламели.
Деревянные окна эконом-категории полностью делают из срощенных ламелей. Однако от этого лишь незначительно страдает их эстетика (если присматриваться, заметны соединения отдельных «делянок»), а эксплуатационные характеристики остаются на высоком уровне.
Третий этап – изготовление оконных блоков
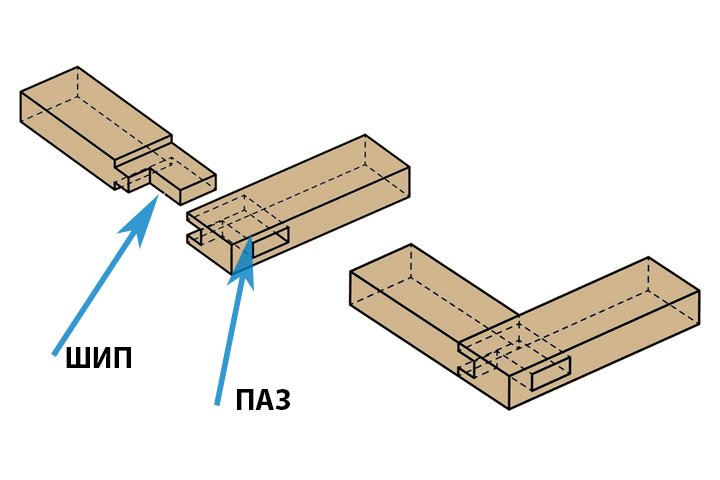
После прохождения процедуры профилирования евробрус раскраивается на детали требуемых размеров и затем шлифуется. На концах заготовок на фрезерном станке вырезаются формы под замковое соединение «шип-паз», которое считается самым надежным. После этой процедуры можно начинать сборку составных элементов оконного переплета:
- активных створок;
- форточек;
- фрамуг;
- оконных рам.
Сегодня сборка чаще всего производится на специальном в автоматическом режиме, что позволяет обеспечить высокую прочность стыковых соединений и правильную геометрию форм. После процедуры сборки элементы снова шлифуются. Делается это дважды – сначала машинным способом, а затем вручную.
Четвертый этап – окрашивание элементов оконных конструкций
Перед непосредственным нанесением лакокрасочного покрытия все элементы оконных конструкций пропитываются антисептиком. Также возможна дополнительная обработка огнеупорными составами, которые повышают класс пожаробезопасности окон. Затем на поверхность изделий со всех сторон наносится грунтовка, заполняющая поры в структуре дерева. После этих процедур детали окон готовы к покраске. Предварительно все элементы еще раз внимательно осматривают, чтобы убедиться в отсутствии дефектов.
По современным стандартам качественное декоративное покрытие должно обязательно иметь защиту от ультрафиолета. Оно наносится в несколько этапов путем равномерного распыления на поверхность дерева. Кистями сегодня уже никто не пользуется.
Самое лучшее качество достигается при окрашивании в герметичных камерах под высоким давлением либо в условиях искусственно созданного вакуума. Оптимальная толщина слоя лакокрасочного покрытия – 200 микрон. Чтобы на поверхности окон не оказалось подтеков и шероховатостей, защитно-декоративное покрытие наносится в несколько этапов. После полного высыхания каждого слоя выполняется процедура шлифовки.

Пятый этап – интеграция уплотнителей и фурнитуры
Обычно пред монтажом фурнитуры вклеивают эластичные профили уплотнения. Они вставляются в специально подготовленные пазы и прижимаются по периметру створок, форточек и фрамуг, а также периметрам световых проемов. Затем на автоматическом стенде или вручную с использованием шаблонов выполняется обвязка створок фурнитурой и прикручиваются ручки. С внутренней стороны световых проемов на рамах фиксируются ответные планки, элементы петлевой группы и микролифты. После выполнения этих процедур активные элементы оконных конструкций готовы для навешивания на раму.

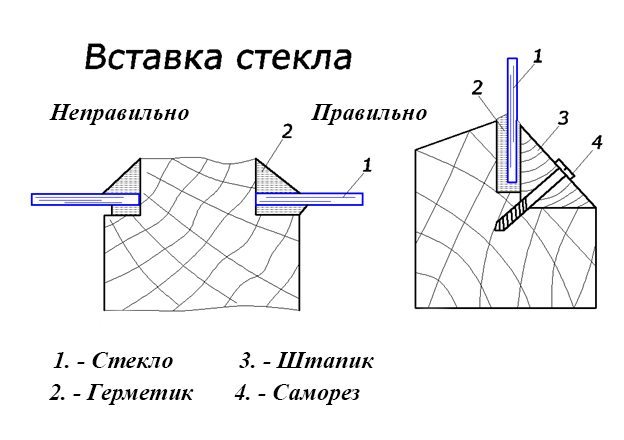
Шестой этап – установка стеклопакетов
Это один из самых важных этапов изготовления деревянных окон. В отличие от пластиковых окон при монтаже стеклопакетов в деревянных моделях используются не стандартные уплотнительные контуры, а герметик из прозрачного силикона. Он наносится по периметру на внутреннюю поверхность рам и створок и внешнюю сторону стеклопакета, который затем прижимается штапиками.
Герметичность конструкций от применения такой технологии не снижается. Для оснащения деревянных окон сегодня производители активно используют несколько видов стеклопакетов.
| Вид | Основные свойства |
|---|---|
| Энергоэффективные | Уменьшают на 38-40% суммарные теплопотери зимой и помогают летом сэкономить на кондиционировании. Рекомендованы для применения в жилых, коммерческих и производственных зданиях на всей территории РФ |
| Ударопрочные и бронированные | Имеют разный уровень безопасности и необходимы для установки на первых и последних этажах, а также в комнатах, в где регулярно бывают и проживают дети |
| С электроподогревом | Создают тепловую завесу, растапливают снег и не дают образовываться наледи. Используются при остеклении поемов с большой площадью и интегрированных в кровлю окон |
| Витражные | Украшают окна и снижают интенсивность потоков естественного света, а также обеспечивают конфиденциальность |
| Витражные | Изготавливают из рефлекторных или тонированных в массе стекол |
| Огнестойкие | В зависимости от комплектации способны выдерживать от 15 до 90 минут воздействие высоких температур и пламени |
| Стандартные | На текущий момент считаются морально устаревшими моделями и используются на объектах, где не предъявляются высокие требования к энергосбережению |
Стеклопакеты могут иметь от одной до трех воздушных или заполненных инертным газом камер. Каждая дополнительная камера приблизительно на 40% увеличивает вес конструкции. Также к утяжелению приводит использование триплекса, подробнее о котором можно узнать в обзоре на ОкнаТрейд.
Производство деревянных окон

Основную часть деревянных окон в России производят на крупных лесоперерабатывающих предприятиях. Производство окон для них является дополнительным.
Поэтому идея открытия бизнеса по производству экологичных деревянных евроокон актуальна в современное время.
Сырье и материалы
Трехслойный клееный брус из не обрезных досок — основное сырье для производства деревянных профилей. Изготавливать окна можно даже из самых экзотических пород деревьев. Наиболее популярной в России является сосна.
Преимущества евроокон из сосны:
- повышенная прочность;
- влагостойкость;
- изделия менее подвержены процессам гниения;
- высокая плотность и как следствие высокие показатели теплосбережения;
- более экономичная стоимость;
- готовые евроокна имеют ровный и благородный золотистый цвет.
Изделия из лиственницы ценятся за презентабельность внешнего вида, отличные эксплуатационные показатели. Евроокна из лиственницы уже не бюджетный вариант, они имеют более высокую стоимость.
Евроокна из дуба относятся к самым статусным и дорогим. Дубильные вещества, содержащиеся в древесине, обеспечивают защиту от процессов гниения и высокую влагостойкость. Текстура древесины из дуба кардинально отличается от других видов, в процессе эксплуатации она приобретает темный изысканный оттенок. В процессе производства дубовых профилей увеличиваются трудовые и временные статьи расходов, что отражается на конечной стоимости изделия.
Брус должен иметь влажность от 8 до 14%, соответствовать ГОСТУ 15613.1-84 по техническим показателям.
Профили из любого дерева должны быть пропитаны растворами, защищающими от влаги, насекомых, огня. Так как деревянные евроокна ценятся за экологичность, рекомендуется применять средства для пропитки с наименьшим количеством химикатов.
Используемый клей должен быть не ниже группы «Средняя Б».
В серийном масштабе используются двухкамерные стандартные стеклопакеты, но по индивидуальным проектам изготавливаются окна с разными элементами защиты. Начинающему предпринимателю выгоднее приобретать готовые стеклопакеты. Средняя цена оборудования для производства стеклопакетов 150 000$.

Требования к производственному помещению
Основные требования к помещениям по изготовлению экологичных деревянных евроокон:
- в каждом помещении предприятия должен быть одинаковый микроклимат;
- влажность в цехах от 55 до 65%;
- должна быть обеспечена регулярная циркуляция воздуха;
- температура воздуха весь год сохраняется от 18 до 24 градусов;
- высота помещений не меньше 3,5 метров;
- площадь цеха около 400 квадратных метров.
Проводка должна быть смонтирована в металлические трубы, все электрическое оборудование заземлено.
Технология производства
Основная масса производителей применяет готовый сращенный брус, что позволяет удешевить стоимость и сократить технологический цикл.
Просушка древесины
Начинается процесс с дозревания древесины. В сушильных камерах материал находится от 2 до ч14 дней в зависимости от первоначального уровня влажности. На выходе влажность досок должна быть 10-12%.
Процесс изготовления окна
Фрезеровка деревянных досок
С досок снимается тонкий слой древесины для выявления недостатков. Все изъяны отмечаются специальным маркером. Сырье направляется на обрезной станок, в котором с помощью фотоэлементов считываются метки. Машина удаляет дефекты, сортирует готовый материал по длине. Длинные отрезы применяются в производстве изделий, в которых недопустимо наличие изъянов. Мелкие отрезы идут на сращивание.

Сортировка и склейка ламелей
Деревянные пластины (ламели) сортируются по следующим признакам: цвет и структура материала. Затем идут на станок по изготовлению бруса.
В торце каждой ламели проделываются минишипы (пазлы), они смазываются клеем и соединяются в полосы. Длина полос до 6 метров. Далее ламели склеивают в оконный брус и помещают под пресс.
Подготовленные заготовки для будущего окна укладывают по особым правилам во избежание дальнейшей деформации окон.
Правила складирования. Древесные волокна каждой ламели должны быть перпендикулярны волокнам соседней.
Профилирование заготовок
На основной станок производства профилей подаются отшлифованные брусья. На этом этапе будущему окну задается профиль под пазы и стекло.
Изготовление конструкции
Из заготовленных профилей собирается окно по необходимым размерам. Склеенные конструкции фиксируются на прессе. На этом этапе осуществляется контроль за диагональностью профиля и качеством склейки.
Затем в створках проделываются фурнитурные пазы, а основная коробка фрезеруется под подоконник.

Склеенные рамы шлифуются в три этапа:
- на шлифовальном станке;
- шлифмашинками;
- вручную.
На следующем этапе проходят процессы пропитки и декорирования рам. После обработки деревянный профиль нужно просушить двенадцать часов.
В заключение окно еще раз шлифуется и отправляется на монтаж фурнитуры и стеклопакетов.
Остекление и крепление фурнитуры
Этот процесс осуществляется вручную. При помощи шуруповертов крепится фурнитура оконных петель и запоров. Затем устанавливается стеклопакет, который фиксируется, все щели заполняются специальным составом из силикона. Далее проводится монтаж наружной рамы с помощью штапиков. Все стыки еще раз герметизируются силиконом.
Контроль качества и упаковка
Готовое евроокно направляется на проверку качества. На этом этапе также происходит регулировка створок. Далее окна упаковывают в пленку.
Необходимое оборудование
Основное
- сушилки;
- деревообрабатывающее оборудование;
- гидравлический пресс.
Вспомогательное
- станок для шлифовки;
- оборудование для окрашивания;
- станок для калибровки профиля;
- фрезы для производства деревянных профилей.
Весь набор оборудования для цеха по производству деревянных евроокон обойдется в среднем в 1 000 000 рублей. Основными параметрами для выбора являются мощность и масса станков.
Наибольшей популярностью пользуются фрезерные станки ФСШ-1А отечественного производства. Цена данного станка от 240 000 рублей.

Можно приобрести более дешевые варианты китайских производителей -«Энкор», «Корвет». Цены на фрезерные станки такого плана составляют около 112 000 рублей.
Если планируется работа по индивидуальным заказам, вполне уместно будет приобрести угловой обрабатывающий центр. Цены на данное оборудование отечественных производителей начинаются от 1 млн. рублей.
Чтобы деревянное окно было по-настоящему качественным, производить его рекомендуется на немецком, дорогостоящем оборудовании.
Для того, чтобы иметь надежный и стабильный доход в сфере производства деревянных евроокон, необходимо работать по четкому технологическому режиму и обеспечивать высокое качество продукции. Рекомендуем посмотреть существующих производителей деревянных окон и произвести конкурентную разведку.
Технология изготовления рамы для окна из дерева
Пластиковые окна смогли завоевать сердца миллионов покупателей по всему миру. Однако отнести их к бюджетным решениям можно разве что с натяжкой. Более доступным вариантом станут деревянные рамы для окон. Специальные станки справятся с производством рам быстрее, но если речь идет о желании создать что-то собственными руками, то этот материал обязательно пригодится. Кроме того, окна из дерева со стеклопакетом станут оптимальным вариантом для загородного дома или дачи, где требования к внешнему лоску куда ниже. Итак, как сделать окно своими руками?
Особенности конструкции
Сделать окно, не уступающее по качеству изделиям в продаже, вряд ли получится даже у профессионала. Причина проста: конструкция деревянного окна должна быть выполнена максимально точно, включая раму и переплет – отклонение в несколько миллиметров грозит немалыми проблемами с теплоизоляцией. Несмотря на это, создать более простую конструкцию многим вполне по силам.

Самодельный оконный блок из дерева
Деревянные окна, которые сегодня выпускаются на заводах, практически идентичны пластиковым за единственным исключением – используемый материал. Они отличаются достаточно сложной конструкцией, обусловленной возможностью раскрытия створок в двух плоскостях. Если же изготовлением рамы заняться самостоятельно, то конструкцию лучше упростить, заменив все инженерные изыски обычным прямоугольником из брусков.
Процесс изготовления рамы производится в несколько этапов:
- выбор профиля, заготовка материалов;
- изготовление рамы;
- установка и остекление оконного блока.
Выбираем профиль
Прежде всего, следует выяснить, планируется использовать обычное листовое стекло или стеклопакеты в будущих деревянных рамах. У каждого варианта есть свои достоинства: в первом случае это низкая стоимость и возможность самостоятельной раскройки, во втором – меньшая теплопроводность.
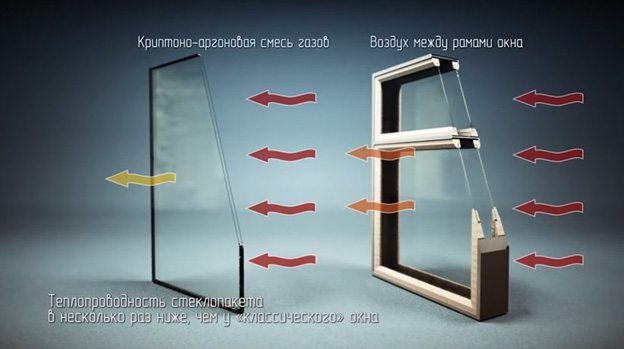
Теплопроводность классического окна больше, чем у стеклопакета
Одной из особенностей стеклопакетов является специальный инертный газ, который производитель закачивает между отдельными листами. Со временем его концентрация может снизиться. Не стоит пугаться заранее – теплопотери через окно, если и возрастут, то минимально, заметно этого практически не будет.
Существует и специальный гибридный вариант – так называемое финское евроокно (или скандинавское). Оно включают в себя листовое стекло и 2-х или 3-х камерный стеклопакет. Подобный подход позволит добиться высокой теплоизоляции.

Финское окно обладает самыми высокими теплоизоляционными свойствами
Наиболее простым и в то же время надежным и популярным в народе решением сегодня является вариант с парой стекол, между которыми расположена воздушная прослойка шириной от 2 см и более. Другим вариантом является изготовление деревянных окон своими руками с одинарным остеклением и двойной рамой.
Выбор материала
Чаще всего для изготовления деревянной рамы используют сосну. Это практичный, простой в обработке и недорогой материал. В качестве альтернативы можно использовать и дуб, но для первых опытов он окажется слишком затратен.

Как правило, для изготовления оконного блока используют сосну
Какой бы материал ни был выбран, брус должен быть тщательно просушен, на его поверхности не должно быть никаких изъянов: сучков, трещин или других повреждений – из некачественного материала изготовление окон невозможно.
Изготовление рамы
Главным нюансом изготовления деревянных рам является сохранение формы и геометрии при сборке – в этом помогут заранее подготовленные чертежи. Брус для работы выбирается исходя из планируемой толщины стекла. Минимальный размер сечения – 60х40 мм. Для создания пазов используется электрорубанок или фрезер. Специалисты рекомендуют новичкам перед началом работы потренироваться на небольших кусках – сделать вертикальный или горизонтальный пропил.
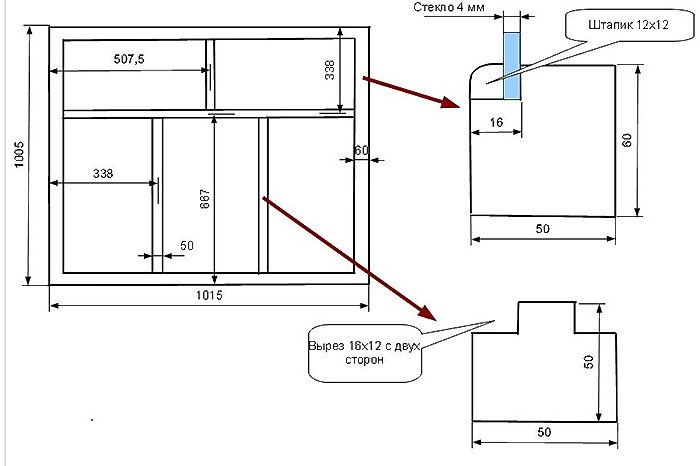
Типовой чертеж для изготовления оконной рамы с размерами
Перед началом работ следует тщательно произвести все замеры. Если имеется такая возможность, лучше перепоручить эту работу профессионалам – отклонение в миллиметр может привести к нежелательным последствиям, сделать деревянное окно в таком случае не выйдет. Торцы подпиливаются под углом в 45 градусов.
Сборка элементов деревянного стеклопакета своими руками производится на столярный клей. Для придания дополнительной прочности на углах проделываются отверстия, в которые вставляют стержни из дерева, также промазанные клеем. Для дополнительного усиления на соединяющихся элементах выбивается при помощи фрезы паз, в который устанавливают шпонку. В результате конструкция должна стать неподвижной, чтобы самодельный переплет был практически монолитным.
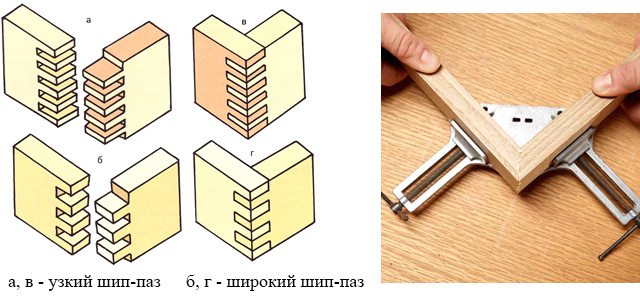
Типы соединения углов
В качестве альтернативного варианта можно воспользоваться соединением шип-паз. Однако работа с ним может оказаться куда более трудоемкой, так как требует очень большой точности. Поэтому чаще всего при изготовлении окон из дерева применяется описанный выше вариант. После этого изготовление окна переходит к завершающему этапу.
Монтаж рамы
Установка рамы из дерева своими руками производится в заранее подготовленное отверстие в стене. Проем следует сначала подготовить: выровнять его, убрать всю грязь и строительный мусор. В стенах подготавливаются отверстия под дюбели с шагом до 80 см. Крепление короба осуществляется саморезами, впоследствии щели заделываются монтажной пеной или другими теплоизолирующими материалами.

Установка короба в оконный проем
В процессе очень важно соблюдать геометрию окон из дерева: углы в 90 градусов, отклонение в ровности не более 1 мм на 1 м, разница диагоналей до 10 мм.
Остекление
После этого следует размещение стеклопакетов в деревянные рамы. Главный нюанс – точный выбор размеров, т.к. устройство деревянного окна не допускает отклонений. Отклонение в миллиметр создаст так называемые мостики холода, которые ведут к крайне негативным последствиям. Также не следует пренебрегать техникой безопасности – необходимо надевать перчатки и очки для защиты рук и глаз.
Во время остекления необходимо обеспечить герметичность соединения стекла и рамы
Для резки по традиции используется алмазный стеклорез, полировка производится наждачной бумагой с мелким зерном. Сама техника проста – отмеряем нужный размер, прикладываем вдоль прямой линейку и проводим вдоль нее стеклорезом. После обрезки следует проверить, подходит ли стекло и, если да, то останется лишь установить его в раму, не забывая про герметик. Крепится в раме стекло при помощи штапика – делая деревянные окна со стеклопакетом, следует позаботиться о нем заранее.
Подоконник
Одним из этапов установки деревянных окон со стеклопакетами является работа с подоконником. Материал для него может быть любым.

Установка подоконника производится в следующей последовательности:
- Из покупного подоконника следует вырезать нужную форму.
- Подоконник нужно частично завести под раму, в нижней части фиксация осуществляется при помощи клиньев из дерева.
- Пустое пространство снизу заполняется пеной. Впоследствии выступающие излишки удаляются при помощи ножа.
Покраска
Покрасить деревянные окна своими руками не составляет особой сложности. Однако необходимо помнить о следующих нюансах:
- Если это не было сделано еще до сборки, переплет, готовый к покраске, следует обработать антисептиком. Особое внимание при этом следует уделать торцам, так как именно через них вредитель чаще всего проникает в дерево.
- Перед началом покраски поверхность следует обязательно прогрунтовать. Это делается сразу в двух целях: во-первых, грунтовка поможет снизить расход краски, во-вторых, она сыграет роль антисептика, увеличивая срок службы окна.
- Покраску рекомендуется производить кисточкой, проводится процедура в несколько слоев.
- Для наружной стороны рекомендуется использовать специальную краску для наружных работ, а вот с комнатной стороны можно использовать любую.

Покраска рамы осуществляется кистью в 2-3 слоя
На этом изготовление деревянной рамы для окон можно считать завершенным.
Итоги
Как можно заметить, деревянное окно своими руками изготовить вполне реально. Конечно, по качеству оно будет уступать фабричным моделям, но и разница в цене весьма значительна. Для того чтобы справиться со всем самостоятельно, потребуется не только досконально изучить технологию, но также запастись подходящим материалом и инструментом. Если все будет сделано верно, результат обязательно порадует вас и близких как красотой, так и теплом, которое деревянные стеклопакеты и переплет помогут сохранить в доме.
Технология производства деревянных окон
Деревянные окна — это то, к чему мы привыкли, это те окна, красотой и разнообразием форм которых мы восхищаемся в старых постройках и с техническим несовершенством которых мы вынуждены были мириться долгое время. Всем известны проблемы со старыми деревянными окнами: неплотности стыков, которые необходимо было герметизировать зимой, отсутствие звукоизоляции, плохо работающая фурнитура, необходимость в частом косметическом ремонте.
Но времена меняются, и на смену старым деревянным окнам пришли окна современные, вобравшие в себя последние достижения науки. Новые деревянные окна сохранили живую красоту, уют, теплоту дерева и в то же время стали тепло — и звукоизолирующими, с удобной фурнитурой, которая позволяет открывать створки в любом направлении.
Современные, экологически чистые методы обработки древесины продлили срок службы оконных блоков и упростили уход за ними. В качестве остекления появилась возможность использовать не только простые оконные стёкла, но и стеклопакеты, которые существенно улучшают технические характеристики окна. Изменилась сама технология изготовления окон. Современные автоматизированные производства позволяют не только повысить производительность труда, но и гарантирует стабильное высокое качество. Все этапы производства, начиная от сушки пиломатериалов и заканчивая покраской готового изделия, находятся под контролем.
Современные деревянные окна — это, прежде всего, новые технологии. Одной из важнейших особенностей деревянных окон является их сочетаемость с мебелью, дверьми и паркетом, помимо основных функций защиты помещений от внешних воздействий, деревянные окна наравне с мебелью, создают уют и делают законченным интерьер квартиры, что возможно только при помощи традиционных, проверенных веками натуральных строительных материалов.
Древесина является традиционным материалом, применяемым в производстве окон. И это не случайно, так как её природные свойства во многом отвечают требованиям, предъявляемым к оконным блокам. Достоинствами натуральной древесины являются:
· высокая прочность при небольшой объёмной массе ( у большинства пород Yо 1000 кг/м3), что обуславливает высокий коэффициент конструктивного качества:
· низкая теплопроводность
· низкая звукопроводность
· высокая морозостойкость
· лёгкость в обработке
· простота утилизации
· низкий коэффициент температурного линейного расширения.
К недостаткам можно отнести:
· наличие пороков (сучки, трещины, смоляные карманы)
· гигроскопичность (присутствие избыточной влаги в древесине вызывает ухудшение её физико-механических свойств)
· горючесть
Недостатки древесины устраняется специальными технологическими мероприятиями, речь о которых пойдёт ниже.
Остановимся подробнее на гигроскопичности и горючести древесины.
Древесина, как капиллярно-пористый материал, обладает гигроскопичностью, т.е. способностью отдавать влагу или поглощать водяные пары из воздуха, в зависимости от влажности и температуры окружающего воздуха и влажности самой древесины.
С целью обеспечения стабильности размеров деревянных конструкций все заготовки пиломатериалов высушиваются до определённого % влажности и на поверхность изделий наносят водонепроницаемые покрытия: краски, лаки и т.п.
Древесина является горючим материалом, но как органический материал, при горении долго остаётся прочной. При обугливании поверхности образуется защитный слой, благодаря которому замедляется проникновение огня вглубь древесной ткани. В случае пожара, при горении дерева не образуется едких веществ.
Для производства оконных блоков используется тройной переклеенный брус. Конструкция многослойного бруса предотвращает какое — либо искривление и обеспечивает точность размеров. Трёхслойный оконный брус имеет более высокую прочность по сравнению с оконным брусом того же сечения из массива. Для изготовления бруса применяется сухая доска радиального распила, влажностью 12+ 3% , которая сушится в немецких сушилках ( внешняя среда — влажная, внутренняя среда- сухая).
Для переклейки бруса используется немецкий влагостойкий клей фирмы «Клейберит». Брус переклеивается методом «Холодной склейки»:
· на 24 часа брусок помещается в пресс
· затем вылеживается в штабелях не менее 10 дней.
Периодически проводится контроль качества клееного бруса на основе исследования института Розенхайма:
Из склеенного бруса вырезаются образцы по 50 мм длиной и опускаются в холодную воду (20oС). Затем эти же детали помещают в воду с температурой 60oС, после чего на 18 часов при температуре + 20oС. После каждого складирования в воде клеевое соединение проверяется на отсутствие щелей или расхождений. По истечении такого 24 — часового нахождения в воде образцы высушиваются при комнатной температуре в течение 72 часов. При контроле клеевого соединения не допускается возникновение щелей.
Прочность клеевого соединения деревянного стыка соответствует классу D3
D4(с отвердителем) ( система DIN GOST TUV )
Отверждённый клеевой слой имеет лучшую пластичность по отношению к древесине, что предотвращает возникновение трещин внутри клеевого шва в процессе эксплуатации и при механической обработке изделия.
Далее обработка бруса осуществляется на немецком станке «Quatromat 23 P», который производит единовременную четырехстороннюю строжку.
Дальнейшая обработка производится на угловом центре ‘Unicontrol 10 » (Германия). Производится 3 операции:
Подгонка бруса в размер.
Нарезка шиповых соединений.
Нарезка внутреннего профиля створочных и коробочных брусков.
На следующем этапе осуществляется склейка шиповых соединений и сборка створок и коробок.
В дальнейшем на угловом центре » Unicontrol 10 » нарезается внешний профиль на коробках и створках. КРАСИТЕЛИ
Для покраски своих изделий фирма » Мастер-Столяр» использует стойкие лакокрасочные покрытия ведущих фирм, таких, как «Remmers» и «Glasurit». Это экологически чистые покрытия на водной основе. Красители имеют огромный спектр оттенков по краскам и множество полутонов лиссирующих покрытий (лаков ).
Обработка древесины производится в III этапа:
Пропитка антисептиком на 3-5 мм вглубь древесины.
Производится методом окунания или обливания в пропиточных ваннах. При помощи пропитки древесина защищается от разрушающих её грибков, синевы и плесени, существенно уменьшаются перепады влажности в древесине и, как следствие, снижается вероятность образования трещин и деформаций, а также надолго сохраняется качество поверхности древесины, благодаря ограниченному проникновению влаги.
а) Затем производится дополнительная дошлифовка древесины и обработка швов защитным герметиком.
б) Далее из безвоздушного краскопульта высокого давления немецкой фирмы «Хюбнер» наносится связующий грунт, который обеспечивает сцепление красителей, уменьшает проемы в сучковатых местах.
Нанесение из краскопульта кроющего красителя в два слоя.
При условии двухцветности — окрашенная сторона оклеивается малярным скотчем, а не окрашенная окрашевается из краскопульта.
Достоинство водных систем красителей:
— Устойчивость к УФ-солнечному излучению и погодным условиям.
— Высокая эластичность покрытия (в 1,5-2 раза выше чем у алкидов)
— Отказ от использования органических растворителей.
— Пожаробезопасность.
— Высокая проникающая способность и укрывистость.
— Широкая цветовая гамма.
— Короткое время сушки в естественных условиях.
Фирма » Мастер- Столяр » использует фурнитуру немецкой фирмы «ROTO FRANK AG», которая является на сегодня мировым лидером в производстве поворотно-откидной фурнитуры.
Благодаря специальному методу обработки поверхностей детали фурнитуры обладают прочностью, высокой атмосфероустойчивостью и даже сопротивляемостью к воздействию соленой воды.
Данная фурнитура очень проста в использовании. Окно легко открывается одной рукой, при необходимости обеспечивается простое снятие и навешивание створки. Легкое запирание и отпирание окна гарантирует малый износ деталей.
При откинутой створке обеспечивается бессквозняковое проветривание помещения или для мытья окон створка может быть повернута на 160 градусов. Также испытанная противовзломная фурнитура не только надежно защищает от взлома, но и предохраняет о несчастных случаев при мытье окон, так как створка открывается во внутрь помещения.
Высокое качество и точность приборов системы ROTO CENTRO 101 снижает энергозатраты и увеличивает звукоизоляцию за счет плотного закрывания окна по всему периметру. Кроме того, фирма «ROTO FRANK AG» является единственным производителем фурнитуры, которая предоставляет 10-летнюю гарантию на свои изделия, при условии проведения ежегодного технического обслуживания.
Фурнитура фирмы «ROTO» отличается от фурнитуры других фирм плоским запорным язычком. Преимуществами данной формы являются следующие:
усилие, действующее при запирании окна на запорные части, концентрируется не в одной точке, а распределяется по всей поверхности касания;
при запирании окна требуется меньшее усилие, так как угол захода язычка в ответную планку постоянен и составляет 45°, из-за снижения трения усилие, требуемое для запирания, снижается до минимума.
К тому же различные типы оконных и дверных ручек и разные цвета декоративных накладок на детали фурнитуры открывают богатые возможности для индивидуального подбора формы и цвета.
ПРЕИМУЩЕСТВА НЕМЕЦКОЙ ФУРНИТУРЫ ПО СРАВНЕНИЮ СО СКАНДИНАВСКОЙ:
Все функции осуществляются при помощи одной ручки.
Запирание створки осуществляется единовременно в нескольких точках ( по всему периметру ).
Возможность проветривания при помощи откидного механизма.
При мытье или косметическом ремонте моются или обрабатываются всего 2 поверхности вместо 4.
НЕДОСТАТКИ СКАНДИНАВСКОЙ ФУРНИТУРЫ:
Массивность конструкции.
Отсутствие единовременного запирания по периметру окна.
Закрывание каждого запорного устройства отдельной ручкой (множество ручек).
Невозможность проветривания при помощи откидного механизма.
При мытье или косметическом ремонте моются или обрабатываются 4 поверхности вместо 2.
Для уплотнения оконных блоков используются фирменные уплотнители на силиконовой основе немецкой фирмы «Shlegel». Они обеспечивают надежную защиту от потерь тепла и проникновения шума.
Потери энергии через неплотные окна и двери велики и обходятся в немалые суммы денег. Драгоценные запасы тепла тратятся впустую, окружающая среда подвергается сильным нагрузкам. Вот почему эффективный и долговечный уплотнительный материал очень важен именно в тех регионах, где временами преобладают чрезвычайно низкие температуры воздуха.
Ультрафиолетовое излучение, тепло и холод, сильная эксплуатация окон и дверей не должны понижать эффективность уплотнительных прокладок.
Вот уже в течении двадцати лет уплотнители фирмы » Shlegel » устанавливаются во всем мире и отлично зарекомендовали себя. О том, почему они стали наиболее часто применяемыми уплотнителями, говорят их следующие основные качества:
· долговечность
· надежное функционирование при чрезвычайно низких температурах
· прекрасный возврат в исходное положение
· отталкивание грязи
· стойкость к старению и ультрафиолетовым лучам
· экологическая чистота, без фрионосодержащих веществ
· не реагируют с красками на водной основе и акриловыми лаками
Уплотнительные профили фирмы » Shlegel » были подвергнуты различным испытаниям в исследовательских институтах, как, например, в ИФТ-Розенхайм, и получили разрешения к эксплуатации.
Для остекления оконных блоков фирма использует различные стеклопакеты либо двойного, либо тройного остекления.
Стеклопакеты производятся на оборудовании для изготовления стеклопакетов и резки стекла фирмы » Петер Лисец «, основанной в 1961 году. За всю свою 38-летнюю деятельность в компании полностью сосредоточились на внедрении новой, надежной и вместе с тем наиболее эффективной техники.
На сегодняшний день фирма использует в изготовлении оконных блоков стеклопакеты с двухстадийным уплотнением. Данный метод был разработан в конце 70-х годов и пришел на смену одностадийному уплотнению.
Технология производства деревянных окон европейского стандарта
Деревянные окна – многовековая традиция, к которой мы привыкли. Они придают тепло интерьеру дома и создают неповторимый уют. Хорошо сочетаются с мебелью, дверьми и паркетом, несут в себе классическую изысканность и функциональность.
Современный потребитель, пресытившись стандартными окнами ПВХ, всё чаще делает выбор в пользу деревянных конструкций. Именно поэтому многие фирмы, занимающиеся светопрозрачными конструкциями, оснащают свои производства дополнительным оборудованием.
В нашем материале мы расскажем, чем обусловлена эта тенденция, как выглядит процесс производства деревянных евроокон и опишем набор оптимального оборудования для их изготовления.
Преимущества деревянных окон
Во-первых, они надежно защищают от шума, сквозняков и удерживают тепло, регулируют уровень влажности в помещении. Во-вторых, благородны и красивы. В-третьих, требуют минимального ухода, долговечны (50 лет и более). Наконец, в-четвертых, стойки к вредным воздействиям, пожаробезопасны.
Теперь подробнее о причинах, обуславливающих выбор деревянных окон из клееного оконного бруса.
Эстетичность – окна из дерева придают уют, создают ощущение продуманности интерьера и завершенности стиля при обустройстве жилья.
Теплозащита – современные конструкции деревянных оконных рам удовлетворяют всем требованиям по теплоизоляции, звукоизоляции и защите от атмосферных осадков.
Экологичность – в случае пожара древесина не выделяет ядовитые газы, чего не скажешь про пластиковые окна. Окна окрашиваются экологически чистыми водорастворимыми красками, причем практически в любой цвет.
Прочность – деревянные окна из клееного бруса характеризуются устойчивостью формы и невосприимчивостью к влиянию температуры. Клееный брус на 80% прочнее и на 40% жестче обычного цельного бруса.
Долговечность – при надлежащем уходе окна, выполненные из клееного оконного бруса, практически вечны.
В настоящее время окна делаются из 4-х видов дерева, каждый из которых имеет свои особенности: из лиственницы (прочные, водостойкие, гипоаллергенные), из дуба (долговечные, солидные, очень прочные), Дерево-алюминиевые (надежные, долговечные, доступная комбинация), из сосны (недорогие, легкие, паропроницаемые).
Технология производства
Изготовление деревянного окна – процесс трудоемкий и высокотехнологичный. Чтобы получить качественную конструкцию, используются новейшие станки для деревянных окон, высококачественные материалы, а также современные методы работы с древесиной.
Основным материалом для окон в наше время является клееный деревянный брус. Технология его производства гарантирует прочность изделию, а также дает возможность избежать искривления коробки и створок. Почему клееный брус, а не массив? Всё просто: он устойчивее к деформациям, его не «ведет».
При производстве деревянных окон используется трехслойный склеенный брус. Это делает раму очень прочной. Толщина бруса должна быть не менее 78 мм. Иначе деревянная рама будет недостаточно защищать помещение от холода. Так же древесина не должна содержать сучков и сердцевины дерева, верхние ламели должны быть радиального или полурадиального распила, что дает устойчивость к разбуханию от влаги.
Очень важным критерием является качество сушки древесины и ее дальнейшая обработка. При повышенной влажности дерево может повредиться. Для того чтобы избежать этого перед покраской материал обрабатывают специальными защитными грунтами, а затем краской на водной основе, что, кстати, совсем не мешает «дышать» дереву через поры.
После просушки и подготовки брус распиливается на заготовки и калибруется для обеспечения его определенного сечения. На данном этапе производства делаются шиповые соединения, которые необходимы для дальнейшей сборки конструкции. Так же фрезеруется внутренний профиль под стеклопакет на створках. На следующем этапе все составляющие собираются в коробки и створки. Теперь фрезеруется внешняя поверхность на створках – под фурнитуру и уплотнитель, а на коробках – для пены и под подоконник. После сборки произведенного изделия и его фрезеровки происходит шлифовка, которая производится как на станке, так и вручную.
После покраски и полного высыхания окна поступают в фурнитурный отдел. На данном этапе производства устанавливаются такие необходимые элементы как петли, фурнитура, уплотнители, водоотводные бортики и, конечно, стеклопакет.
После соединения всех деталей собираются вместе створки в коробке, навешиваясь на петли. Затем, окно подгоняется, чтобы все его части правильно и легко двигались.
Оборудование
Чтобы получить качественное изделие, потребуется много труда. Кроме работы мастеров, нужно специальное оборудование для производства окон. Практически все этапы проходят на разных станках. Именно поэтому от правильно подобранного оборудования зависит конечный результат.
Оптимальная площадь для цеха по производству деревянных окон должна быть не менее 15х30 м. Минимальный состав оборудования следующий:
 Оконный обрабатывающий центр (например, LGC-1000) для зашиповки и профилирования деталей створок и коробок окна.
Оконный обрабатывающий центр (например, LGC-1000) для зашиповки и профилирования деталей створок и коробок окна.
Дополнительное оборудование
Режущий инструмент для окон сечением 78х86 мм из 16 комплектов фрез (например, OMAS, Италия).
Комплект инструмента для импоста и балконной рамы.
Пресс пневматический (например, VPS-100) для сборки коробок и створок окон.
Камера покрасочная (например, КЕ-2000) для окраски рам.
Торцовочный станок для черновой торцовки бруса на заготовки.
Горизонтальный сверлильно-пазовальный станок для фрезерования пазов под установку горизонтальных и вертикальных поперечин.
Ленточный плоскошлифовальный станок для шлифования собранных коробок и створок.
Необходимые средства малой механизации
Компрессор высокого давления для окраски окон.
Пневмоинструмент для забивания гвоздей (при креплении штапика к створке).
Пневмоинструмент для силиконирования.
Пневмогильотина (для торцовки водоотлива точно по размеру).
Электродрели для установки фурнитуры и для сборки окон.
Электрошуруповерт для установки фурнитуры.
Шлифовальные машинки.
Столы для предварительной сборки окон.
Столы для промежуточной шлифовки, шпаклевки окон при покраске.
Специальные держатели окон для расположения, хранения окон после каждой технологической операции.
Как уже было сказано выше, основным оборудованием является обрабатывающий центр, в состав которого входят два станка: шипорезный и профилирующий. Производительность такого центра в среднем не менее 1000 м 2 оконных блоков в месяц сечением 78*86 мм и 68*78 мм. Цена нового около 1 млн рублей. Б/у центр можно приобрести от 700 тысяч рублей. Однако к выбору поставщика здесь нужно подходить очень серьезно. Техника хотя и б/у, но цена достаточно высока. Не прогадайте.
В качестве альтернативы оконному обрабатывающему центру (тому же LGC-1000) можно приобрести основные станки по отдельности. Однако затраты будут сопоставимы. К примеру, сегодня лидирующие позиции на рынке оборудования занимают шипорезный станок TM 105 (новый – от 400 тысяч рублей, б/у – от 300 тысяч рублей) и профилирующий фрезерный станок FP 180 (новый – от 550 тысяч рублей, б/у – от 450 тысяч рублей).
Владислав Пермин, специально для Equipnet.ru
ЭКСПЕРТНОЕ МНЕНИЕ
Алексей Лепехин, руководитель коммерческого отдела ООО «Бакаут»:
– В данной статье рассматривается минимальный состав оборудования. Предлагаемый состав оборудования подразумевает о наличии у производителя готового клееного трехслойного бруса для дальнейшей обработки и изготовления оконной продукции.
Из многолетней практики по комплектации оборудованием заводов по изготовлению светопрозрачных конструкций с объемом до 1000 м 2 . Минимальная площадь цехов должна быть не менее 600 м 2 . Это связано с технологией изготовления деревянных окон, с технологическими выдержками после каждой операции.
Олеся Зуборева, старший менеджер коммерческого департамента «Free Lines Company»:
– На примере работы нашей компании Free Lines Company мы видим, что, сейчас пользуются большим спросом поставки из Европы бывшего в употреблении высокотехнологичного оборудования . Для того, чтобы осуществить импорт такой товарной категории, следует использовать особый алгоритм таможенного оформления. Он достаточно прост и не должен пугать тех, кто собирается оснащать российское производство.
Основное отличие в оформлении б/у обрудования и техники – необходимость проведения специальной таможенной процедуры : оценочной экспертизы. Её задача – определение факта имевшейся эксплуатации и подтверждение инвойсовой стоимости, которая, разумеется, отличается от цены на новую продукцию. Срок проведения таможенной экспертизы, составляет 1-2 дня. По результатам выдаются документы , которые являются основанием для снижения расходов на таможенное оформление.
Такое оборудование может продаваться со скидкой 50% и более. Также, в некоторых случаях, для него предусмотрены меньшие ставки ввозных пошлин. В итоге заказчик может получить продукцию по хорошему соотношению цена-качество.
Следует также отметить моменты, которые учитываются при выборе поставщика.
Он должен иметь право на реализацию товара, иметь возможность выписать инвойс и упаковочный лист, предоставить технический паспорт, где будет указан год выпуска изделия.
В завершении настоятельно рекомендуем продумать такой тип упаковки, который позволит сотрудникам таможни беспрепятственно провести досмотр, оставив тару пригодной для дальнейшей транспортировки.




