
Технология производства металлопластиковых окон
Технология производства металлопластиковых окон
Изучаем технологию изготовления пластиковых окон
 В этой статье расскажем обо всех этапах изготовления пластиковых окон.
В этой статье расскажем обо всех этапах изготовления пластиковых окон.
Не секрет, что любое производство начинается с закупки материалов и комплектующих. К тому же нужны полуфабрикаты. Поэтому технология изготовления пластиковых окон, как и любая другая, начинается с входного контроля.
Для всех комплектующих имеются соответствующие ГОСТы. Так, уплотнители должны соответствовать ГОСТ 30778-2001, фурнитура – ГОСТ 30777-2001, а профили, используемые для сборки окон ГОСТу 30673-99.
Что касается хранения материала, то он должен складироваться в помещении в нормальных условиях. Необходимо избегать попадания прямых солнечных лучей и не хранить вблизи отопительных приборов. Температура в производственных цехах не должна быть ниже +18 градусов, иначе при низкой температуре обработка пвх профилей может не дать должного качества.
Этапы производства пластиковых окон
Весь процесс изготовления пластиковых окон можно разделить на 11 этапов.
1 этап. На этом этапе происходит резка армирующего профиля. Для этого используют пилы для резки стального армирования с установленными на них абразивными отрезными кругами. В качестве альтернативы могут быть установлены диски для резки металла. Армирующий профиль режут под прямым углом. Заусенцы после распила снимают на наждачном круге.
2 этап. На втором этапе режется ПВХ профиль. Его режут двухголовочными или одноголовочными усорезными пилами. Импосты нарезают под углом 90 градусов, учитывая запас на сторону до 6мм в зависимости от системы профиля. Сами профили створок и коробки нарезают под углом 45 градусов с учетом припуска до 3мм на сторону для сварки.
В процессе резки базовые поверхности профиля прижимают к вертикальному упору и поверхности стола. Для этого используются струбцины. Однако, нужно быть осторожными, чтобы избежать деформации профиля.
3 этап. После того как ПВХ профиль нарезан происходит фрезерование водоотводных окон в нижних профиля коробки оконного блока на фрезерном станке с концевой фрезой. Диаметр фрезы должен быть не более 5 мм. Так же это можно сделать вручную с помощью электродрели со специально заточенным сверлом диаметром 5 мм. Для водоотводных окон обычно не превышает 25 мм.
4 этап. На этом этапе происходит армирование профилей ПВХ. Армирующие профили обрезают по длине и вставляют в профиль ПВХ с помощью специального станка или вручную, используя ручную дрель.
5 этап. После армирования сверлятся отверстия и фрезеруются пазы для фурнитуры на копировально-фрезерном станке. Так же при наличии электроинструмента и специальных насадок и приспособлений это можно сделать вручную.
6 этап. Процесс фрезерования торцов импостов фасонными фрезами с дальнейшей их сборкой и установкой фитингов. Перед установкой на торцы импоста наносят силиконовый герметик.
7 этап. Профили свариваются на специальном сварочном станке. Температура сварного ножа порядка 250 градусов.
8 этап. На восьмом этапе устанавливаются импост и подставочный профиль. Все это делается вручную на сборочном столе с использованием шуруповерта или электродрели.
9 этап. После импоста и подставочного профиля устанавливаются уплотнительные профили. Установка в паз начинается с середины пазов верхних горизонтальных профилей створок и рам. Уплотнитель устанавливается единым неразрывным контуром без растяжения. Концы уплотнителя склеиваются встык циано-акрилатным секундным клеем.
10 этап. Навеска фурнитуры. Для поворотной створки ставится основной запор, петли, угловые переключатели, средние запоры и дополнительный средний петлевой зажим. Для рамы устанавливаются ответные детали запорного механизма и петли. Для наклонно-поворотной створки устанавливается нижняя петля на створку, основной запор и угловые переключатели. Если узкая створка, то на нее ставят средний запор на створку и ножницы. Если створка широкая, то нижний средний запор, средний запор на створку и ножницы. На ответную раму устанавливаются верхние и нижние петли, ответная планка наклонно-поворотного механизма и по периметру ответные планки запорного механизма.
11 этап. Заключительный этап включает в себя резку штапика и установку стеклопакета в профильную систему (максимально плотно!). Внимание! Резка штапика должна быть с направляющими. Во избежания провисания створка со стеклопакетом должна образовывать жесткую конструкцию. После того, как штапики установлены пластиковой киянкой производится осадка части створки. Выполняется предварительная регулировка фурнитуры на стенде, а затем на месте уже после монтажа окна.
Этапы производства пластиковых окон

Некоторым заказчикам хочется лучше понимать, как производятся пластиковые окна. В этой статье мы расскажем о процессе и признакам надежного производства.
Где и как?
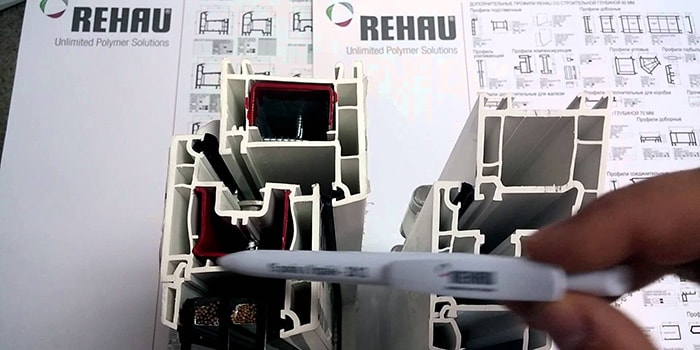
Современные металлопластиковые окна имеют модульную конструкцию (конструктор, как Лего), собирать которую некоторые умельцы умудряются даже в гараже или в подвале. Качественное производство окон предусматривает подготовку и обработку всех комплектующих в автоматизированном или полуавтоматическом режиме на специальных производственных линиях. В большинстве цехов сегодня используется оборудование австрийского, итальянского или немецкого производства со встроенным электронным управлением (ЧПУ).
Для изготовления окон используют заготовки ПВХ-профиля, который поступает на завод или в цех в виде хлыстов длиной 6 метров. Профиль предварительно проходит контроль качества на ровность и четкость краев, пазов, плотность структуры и правильность геометрии. В дальнейшем они разрезаются в соответствии с размерами, указанными в наряде. Это значит, что когда вы заказываете окна, то замерщик все снятые параметры ваших проемов вносит в спецификацию и отправляет ее в цех. По ней и изготавливаются ваши изделия. Поэтому корректность снятия размеров напрямую зависит на то, какая в итоге конструкция будет изготовлена.
В том же цеху, где нарезают профили, производится и нарезка армирующих элементов. Они могут быть замкнутыми или другой (незамкнутой) формы, но обязательно оцинкованные или покрытые антикоррозийным слоем. После армирования части окна сваривают, устанавливают в них стеклопакеты и фурнитуру.
Все комплектующие должны соответствовать требованиям отдельных ГОСТ:
- Фурнитура — ГОСТ 30777-2001.
- Профили ПВХ — ГОСТ 30673-99.
- Стекло — ГОСТ 30698-2000.
- Стеклопакеты — ГОСТ 24866-99.
Готовые ПВХ-окна сверяют по качеству с ГОСТ 30674-99.
В производственном и складском помещении должен поддерживаться определенный микроклимат. Температура воздуха должна быть не ниже +18℃ во избежание возникновения деформаций и изменения свойств ПВХ.
Этапы производства пластиковых окон
Весь процесс изготовления остекления состоит из 6 этапов:
- Нарезка и армирование профиля.
- Сваривание заготовок в одну конструкцию.
- Укладка уплотнителей.
- Монтаж фурнитуры.
- Установка стеклопакета и штапиков.
- Навешивание и фиксация створок.
Каждый из этапов имеет свою специфику. Рассмотрим подробнее все части процесса.
Подготовка ПВХ-профиля
Нарезка ПВХ-заготовок осуществляется по заданной программе в соответствии со спецификацией каждого заказа. Профиль нарезается двухголовочными усорезными пилами: для импостов под углом 90 градусов, а для рам — под углом 45 градусов. При этом оставляется припуск в 3 мм для сваривания соединяющихся сторон. На полностью автоматизированных линиях станок сам отмеряет и разрезает профили в соответствии с заданной программой.
Далее производится фрезерование отверстий для дренажа и под фурнитуру. В цехах с не самым современным оборудованием этот процесс осуществляется вручную с помощью дрели.
Армирующий профиль также разрезают на отрезки соответствующего размера и вставляют внутрь пластиковых заготовок, закрепляя их саморезами по металлу. Импост и подставочный профиль монтируются вручную.
Далее готовую раму сваривают по углам на четырехголовочном сварочном комплексе при температуре 250 ℃. После сварки углы и швы обрабатываются на другом станке для получения ровной поверхности без наплывов пластика. Арочные или круглые окна производятся путем сгибания нагретого профиля под нужным углом. Впоследствии он фиксируется для застывания в заданной форме.
Укладка уплотняющего контура
Уплотнитель под каждый вид профиля, как правило, применяется фирменный или подобранный производителем. Эластичный шнур укладывается в два контура: по всему периметру рамы и створки. На морозостойких моделях предусмотрено трехконтурное уплотнение. Некоторые производители поставляют профили сразу с уплотнителем, который прокладывается в пазы на автоматическом оборудовании. Такой контур держится крепко и обладает повышенной износостойкостью.
Установка фурнитуры
Монтаж фурнитуры в рамы производится вручную на специальных отдельных стендах: дрелью просверливаются крепежные отверстия, укладываются приспособления и механизмы и поочередно фиксируются шурупами.
Установка стеклопакета
Стеклянные коробы зачастую поставляются на завод по производству окон с других предприятий, которые специализируются именно на изготовлении стеклопакетов. Однако существуют заводы полного цикла, которые производят свои стеклопакеты.
Для изготовления стеклопакетов стекло сначала раскраивают и моют, затем подготавливают дистанционные рамки и приклеивают к ним стекла на первичный герметик, и на последнем этапе конструкцию герметизируют вторично. Камеры могут заполняться инертным газом. Таким образом создается полностью изолированный стеклянный короб с заданными параметрами.
Стеклопакеты устанавливают в рамы на рихтовочные пластины в тщательно очищенную от пыли и стружек раму. Уплотнители перед установкой протираются, стекла с внешних сторон — тоже. В ровном положении стеклопакет фиксируется с помощью штапиков. Эти пластиковые заготовки имеют определенную форму с защелкой для прижимной фиксации. Штапики вставляют в пазы, защелкивают по всей длине и проверяют плотность прижима.
Навешивание створок
Это завершающий этап производства окон, когда готовые створки со стеклопакетами аккуратно навешиваются на петли, фиксируются. Петли могут маскироваться декоративными пластиковыми накладками. После сборки мастер проверяет работу фурнитуры на открывание-закрывание и фиксацию всех элементов.
Окно готово к транспортировке и установке!
Собранные конструкции отправляются на склад готовой продукции и в дальнейшем транспортируются на специально оборудованных автомобилях к заказчикам в пункт доставки.
Контроль качества
На производстве полного цикла в обязательном порядке работает отдел технического контроля и, в частности, лаборатория, в которой проверяется качество ПВХ-профиля. По регламенту каждые 4 часа на производстве отбираются образцы для тестирования на устойчивость к повреждениям и деформациям, по органолептическим показателям, на прочность сварных швов.
Кроме того, ежедневно на заводе производится проверка профилей и готовых окон по следующим показателям:
- Внешний вид профиля (целостность, глянец, цвет);
- Масса погонного метра;
- Ацетоновая проба на способность деформироваться;
- Габариты, вплоть до сотой доли миллиметра;
- Правильность установки фурнитуры и ее функциональность;
- Термоустойчивость при температуре 100 °С;
- Герметичность и теплоизоляция;
- Светопрозрачность;
- Ветроустойчивость.
Все крупные производства, имеющие сертификацию ISO, проводят указанные испытания и строго контролируют качество своих изделий. Соответствие стандартам и нормам фиксируется в сертификатах соответствия на готовую продукцию.
 Читайте по теме Какие ГОСТы применяются к изготовлению и монтажу пластиковых окон? Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Читайте по теме Какие ГОСТы применяются к изготовлению и монтажу пластиковых окон? Через функционал нашего сервиса Вы можете за считанные минуты выбрать себе качественную и надежную оконную компанию.
Открытие цеха по изготовлению пластиковых окон

Производство окон — это довольно большое производство, на котором занято много людей, задействовано тяжёлое оборудование и сложные технологические линии. Но спрос на пластиковые окна только растёт и, если постараться занять этот сегмент производства, то можно построить прибыльное дело, способное развиваться и расширяться многие годы.
Организация предприятия
Для организации предприятия по производству пластиковых окон следует учесть несколько важных аспектов.
Во-первых нужно собрать все необходимые документы на получение разрешения на данный вид деятельности. Для этого можно нанять специалиста, знающего законы и делопроизводство или всё сделать самому.
Во-вторых, необходимо арендовать помещение для установки оборудования. Складирования материалов и готовой продукции.
В-третьих, нужно набрать людей на самые разные должности. От главного бухгалтера и начальника производства до разнорабочих.
В-четвёртых, необходимо приобрести и смонтировать линии производства и другое оборудование. Его можно купить в кредит или по другой форме оплаты. Установкой и пусконаладочными работами, как правило, занимается сам производитель станков.
В-пятых, обязательно ознакомиться с технологией производства, рам и сопутствующих им элементов.
Важно ознакомится с рынком сбыта. Лучше всего заключить предварительный договор о поставке готовой продукции строительным компаниям в регионе. Это сразу определит необходимый объём производства.
Документация
Перед открытием производства следует подать заявление в ЕГРИП с указанием необходимых кодов по ОКЭВД;
- Производство изделий из ПВХ, используемых в строительстве – 25.23.
- Производство плотницких и столярных работ – 45.42.
- Реализация строительных материалов оптом – 51.53.24.
- Работы со стеклом – 45.44.1
Далее, указанные коды оформляются в регистрации налогоплательщика по ЕНВД. После этого предприниматель сможет работать с НДФЛ и НДС.
Необходимо будет провести испытание материалов и изделий для получения сертификатов. Каждый из которых выдается для определённый продукт в той или иной климатической зоне. Такие сертификаты могут выдавать в России, опираясь на ГОСТ 30674-99 и СНиП или в Германии, там руководствуются системой — DIN.
Для работы производственной линии необходимо оформить лицензию в Госстрое и санитарно-эпидемиологической службе.
Особенности выбора помещения
Помещение для производства пластиковых окон лучше всего подбирать на окраине города в промышленной зоне. Там территория будет стоить дешевле, чем в центре. А вот офис для встреч с клиентами лучше всего арендовать именно в деловой части города. Там же можно расположить бухгалтерию и руководство.
При расчёте помещения под линию производства нужно учитывать возможность его расширения, а значит, потребуются дополнительные площади. Для производства 15-20 оконных рам за смену необходимо минимум 200 м 2 . Также необходимо предусмотреть склады для готовой продукции, сырья, технические помещения для персонала, душевую, туалет в непосредственной близости от линии.
Для обеспечения помещения воздухом, высота потолков не должна быть меньше 3 метров. Оно должно быть хорошо освещено и иметь возможность проветриваться. Обычно в цехах монтируется система вентиляции.
Нужно помнить, что разрешение на работу цеха подписывает также и пожарная охрана. Она требует организации в цеху пожарного щита со всем необходимым инструментом и наличия плана эвакуации в случае пожара.

Персонал
Для нормальной работы производства окон из ПВХ понадобится целый ряд специалистов. В первую очередь — это руководитель. Обязательна помощь технолога, причём, по одному на каждую смену.
Для обеспечения станков материалами и сырьём понадобится по 2-3 человека на смену. Для поддержания работоспособности оборудования и линии производства нужен будет инженер-наладчик.
Сырье, поступающее на производство, и готовая продукция, выходящая из него, должны будут проходить через склад, а значит, через кладовщика.
Для снятия размеров на объектах и последующей установки готовых окон понадобятся 2-3 бригады монтажников, по 3-4 человека в каждой.
В управлении будут заняты менеджеры по продажам в количестве 2-3 человек. Учитывать передвижение материалов и денежных средств будет 1 или 2 бухгалтера.
Закупка сырья и материалов
Для расчёта затрат на сырьё, необходимого для производства 1 м 2 стеклопакета, нужно:
- стекла 2 м 2 – 600 руб.;
- 4 м обечайки – 400 руб.;
- 100 г бутила – 3,5 руб.;
- другие материалы – 200 руб.
То есть, на материалы для производства 1 м 2 стеклопакета понадобится примерно 1203,5 рубля.
Для создания ПВХ рамы понадобятся:
- профиль из ПВХ – 500 руб.;
- металлопрокат – 580 руб.;
- фурнитура – 2000 руб.
Всего 3080 рублей за раму площадью 1 м 2 . Целое окно в 1м 2 со стеклом будет стоить 4280 рублей.
Приобретение и монтаж оборудования
Цена на оборудование зависит от страны изготовителя, бренда и производственной мощности. Например, линия по производству 20 окон в смену включает в себя примерно 12 станков общей стоимостью от 145 000 до нескольких миллионов долларов.
В перечень необходимых устройств для производства пластиковых окон входят:
- пила для нарезки ПВХ профиля;
- рольганги;
- станок для сварки ПВХ элементов;
- копировально-фрезерный станок;
- углозачистной станок;
- фрезеровальный станок, для обработки торца;
- пила для обрезки штапиков;
- вырубная пила;
- гибочный станок;
- стенд остекления;
- вытяжка;
- моечная машина;
- экструдер;
- деминерализатор;
- подъёмное устройство.
Наибольшей популярностью у производителей окон пользуются станки таких фирм, как Yilmaz, NISSAN, KABAN и Nikmak. Есть аналоги данной продукции и у российских станкостроителей.

Технология изготовления окон
Технология производства пластиковых окон включает в себя ряд обязательных операций. От каждой из них зависит качество конечного продукта:
- Резка хлыстов ПВХ и профиля. Проводится она с запасом в 2-3 мм под различными углами.
- Устройство дренажных отверстий. Они необходимы для отвода влаги и компенсации давления на окно ветра. Отверстия продолговатые, вырезаются специальной фрезой в строго указанных местах.
- Размещение в ПВХ профиле металлических полос. Крепятся они саморезами. Это придаёт всей конструкции необходимую жёсткость.
- Устройство отверстий под ручки и другие элементы фурнитуры. Данная операция проводится на копировально-фрезерном станке, так как необходима повышенная точность.
- Подготовка и монтаж импоста. Процедура проводится с помощью фрезерного станка.
- Сварка элементов из ПВХ. Проводится на специальном стенде. Заготовки перед этим очищаются от пыли и грязи.
- Удаление наплава после сварки. Проводится вручную или с помощью специального инструмента на соответствующем стенде.
- Установка в готовые рамы резиновых уплотнителей. Данная операция проводится вручную.
- Подготовка штапиков для крепления стекла в раме.
- Сборка стеклопакета в готовую раму. Проводится на специальном стеллаже.
Продажи и маркетинг
Производство и установка окон из ПВХ считается сезонным бизнесом, так как зимой продажи резко падают. Для того, чтобы производство зимой не простаивало, требуется грамотная маркетинговая программа реализации продукции. В неё входит сезонная скидка для клиентов, работа с застройщиками больших жилых комплексов — в них можно устанавливать окна круглый год. Частникам можно предлагать в зимний период остекление балконов.
Грамотный маркетинг предполагает подписание договоров на поставку больших партий окон ещё до начала производства. Это позволит предприятию работать без простоев.
Рассчёт в данном случае простой. Квадрат готового окна на рынке данных изделий составляет примерно 9500 рублей. При производстве 20 окон в день общий доход составляет 4 180 тыс. руб. в месяц. При этом затраты на сырьё, зарплату рабочим, аренду помещений и налоги составляют примерно 3 168 тыс. руб.
То есть, чистая прибыль равна 669 000 руб. в месяц. И это учитывая, что производство работает в одну смену 22 дня в месяц. При росте производства и при работе в 2 смены без выходных прибыль естественно вырастает.
Учитывая первоначальные вложения на производственную ленту и станки, инвестиции оправдаются уже через 9-12 месяцев.

Конкуренция
При планировании бизнеса нельзя забывать о конкуренции. На рынке производства пластиковых окон уже есть ряд больших предприятий с многолетним стажем работы. Они смогли закрепиться на рынке не только благодаря окнам из ПВХ но и другой продукции из пластика – трубы и отделочные материалы.
Но даже они не могут перекрыть весь возникающий спрос на пластиковые окна, и бороться с ними можно, производя продукцию такого же качества, или лучше. При этом не обязательно выпускать столько же окон, как у конкурентов. Нужно просто тщательнее искать рынок сбыта и налаживать с каждым клиентом доверительные отношения. Делу помогает система скидок и возможность покупать товар в кредит. Рекомендуем посмотреть существующих производителей окон и произвести конкурентную разведку.
Как делают металлопластиковые окна?

Изготовление окон из металлопластикового профиля — трудоемкий процесс, требующий высокой организации производственного цикла, вложения средств в оборудование, помещения, запас складского сырья, и это — только часть вопросов, которые решают на начальной стадии запуска производства. Давайте изучим процесс изготовления металлопластикового окна: от доставки оконного профиля до отгрузки клиенту.
Как делают металлопластиковые окна — составляющие успеха
Успешное производство окон из профиля ПВХ гарантируют:
- правильный подбор помещения под цех;
- установка современного оборудования;
- обученный персонал;
- контроль качества на всех стадиях изготовления;
- соблюдение требований нормативной документации;
- организация правильного хранения расходных материалов и готовых изделий.
Помещение, в котором делают металлопластиковые окна, должно хорошо вентилироваться, отапливаться в холодное время хода и иметь пол со специальным покрытием, препятствующим образованию пыли. Пыль — главный враг сварных швов, при помощи которых профиль превращают в раму и створки окна.
Прежде, чем пускать человека к станку с программным управлением, его нужно обучить: за час-два это сделать невозможно, нужны твердые теоретические знания и большая практика работы. Оборудование, предназначенное для сборки окон, опасно для неподготовленного новичка: быстро вращающиеся пилы, фрезы и высокая температура нагрева могут покалечить неосторожного человека, поэтому соблюдение техники безопасности — первое, чему учат на производстве.
Контроль за выполнением всех операций необходим для выявления и немедленного устранения малейших несоответствий технологии изготовления: брак в работе повлечет дополнительные затраты и самое главное — потерю репутации изготовителя.
Готовое окно, несмотря на внешнюю обстоятельность конструкции — хрупкий предмет, требующий бережного обращения на всех стадиях доставки к клиенту: от доставки на склад до выгрузки у клиента. Организация склада хранения — немаловажная деталь производства.
Производство: основные этапы
Окна делают в несколько этапов, отличающихся между собой работой, которую выполняют специалисты, и применяемым оборудованием.
Нарезка профиля
Одной из самых важный операций, от которой зависит качество продукции, является порезка пластикового и металлического армирующего профилей. Пластиковый профиль поставляют в виде брусков белого цвета длиной от 4 до 6 м.
Факторы, от которых зависит правильная сборка металлопластиковых окон:
- чистота и угол реза;
- размер заготовки.
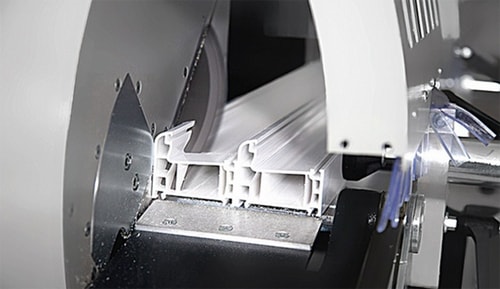
Высокую точность отреза парных заготовок профиля ПВХ обеспечивают станки с парными дисковыми пилами: на стол укладывается четное количество заготовок, которые вырезаются одновременным опусканием двух дисков, расположенных под углом 45 или 90 градусов. Чем могут отличаться друг от друга две боковины окошка, отрезанные одновременно с двух сторон? Ничем, и это — идеальное условия для сборки.
Армирующий профиль — стержень в виде буквы П из оцинкованной стали — нарезают на пилах с ленточными полотнами или дисками по металлу с размерами, не превышающими длину пластиковых заготовок. На ленточной пиле можно одновременно нарезать несколько профилей — такие станки используют на больших производствах для увеличения производительности.
Армирование
После нарезки профиль армируют: в центральную, самую большую, камеру заготовок вставляют нарезанные куски стального профиля, которые затем закрепляют с внутренней стороны заготовки шурупами вручную или на специальном автоматическом станке.
Важно: ввинченный шуруп не должен попасть в место установки ручки!
Немаловажным требованием является соблюдение требований ГОСТ 30674-99 «Блоки оконные из ПВХ профилей», которым руководствуются при сборке окон: расстояния между шурупами должно быть не более 250 см друг от друга.
Прорезка отверстий
Перед тем, как отправить усиленные заготовки на склеивание, в них при помощи фрезерных станков прорезают дренажные отверстия. Они предназначены для отвода влаги, сконденсировавшейся с внутренне стороны окна. Важно соблюдать расстояния между соседними отверстиями: оно не должно быть больше 60 см, иначе вода будет плохо выводиться. Кроме дренажа, прорезают отверстия для установки ручек в заготовках для створок, а также для установки импостов — перегородок между створками в заготовках оконных рам.

Сварка
Перед тем, как соединить подготовленные заготовки и получить готовые рамы и створки, их обдувают сжатым воздухом, очищая от стружек, пыли, другого мусора. Для сварки используют автоматические станки с одной, двумя и четырьмя сварочными головками. Для достижения высокого качества готовых окон используют последний вариант: например, чтобы сварить оконную раму, в станок укладывают четыре заготовки — вертикальные и горизонтальные.
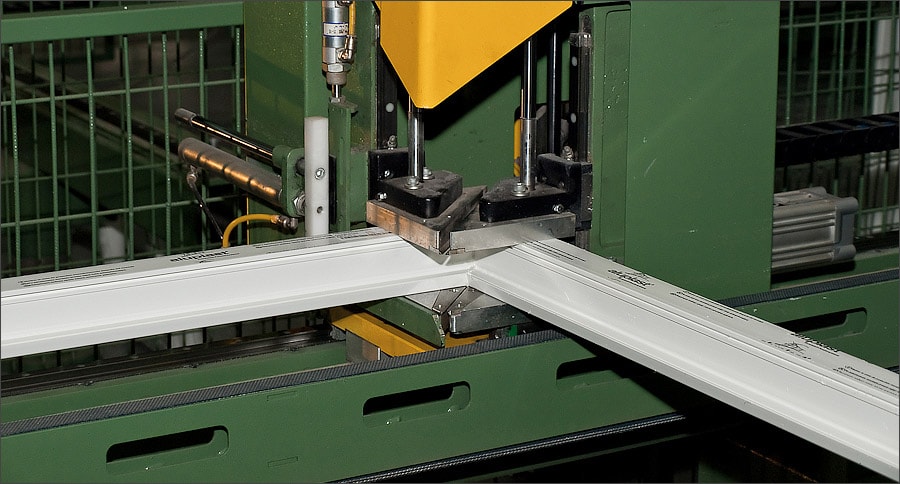
Процесс сварки выглядит следующим образом:
- нагревательные элементы с тефлоновым покрытием размещаются между стыками профилей;
- разогревают их до температуры +250 С;
- станок убирает нагреватели, совмещает стыки с точностью до 0,1 мм и прижимает их друг к другу.
Четырехточечный сварочный станок позволяет получать готовые конструкции с высокой геометрической точностью.
Готовые конструкции очищают от наплывов пластика, образовавшегося при сварке: как правило, такую работу выполняют автоматизированные линии с набором фрезеровальных инструментов, реже — вручную.
Сборка окна
В сваренные рамы устанавливают предварительно вырезанные импосты — перегородки, которые делят окно на зоны (створки). Концы заготовок импостов вырезаются по геометрии профиля рамы для удобства монтажа.
В специальные углубления рам укладывают резиновый фигурный жгут — уплотнитель, который защищает окно от попадания влаги, концы резинового профиля проклеиваются специальным клеем.

Процесс сборки металлопластикого окна
На створки и раму устанавливают металлические элементы открывающего-запирающего механизма, ручки и замки: современные конструкции позволяют плотно прижимать створку к раме во время закрытия, устанавливать ее в режим проветривания, открывая доступ к притоку свежего воздуха снаружи.
В готовые раму и створки устанавливают стеклопакеты, состоящие из 2 или 3 стекол, между которыми находятся дистанциирующие прокладки из алюминия.
Если собранное окно исправно работает, соответствует всем параметрам, указанным в технической документации — его отправляют на склад готовой продукции, где оно будет дожидаться отправки к покупателю.
В этом видеоролике наглядно показаны все этапы изготовления металлопластиковых окон:
Также вам может пригодится:

Секреты установки металлопластиковых окон
Из этой статьи вы узнаете, как самостоятельно установить металлопластиковые окна. Пошаговое руководство, со всеми секретами и тонкостями, от специалистов компании «Эконом»
Технология производства деревянных окон со стеклопакетом
Производим, продаем и устанавливаем деревянные окна со стеклопакетом.
Работаем по Москве и всей России. Гарантия. Отличное качество.
Клееный оконный брус
Производство деревянных окон со стеклопакетом начинается с производства оконного бруса. На производстве современных евроокон используется трехслойный брус сечением 84 мм х 86 мм. Наружные слои оконного бруса должны иметь радиальный распил. При этом производитель не допускает наличия сучков и синевы. Нормативная влажность бруса должна составлять 8-12 процентов.
Компания Зенит начинает производство с того, что на производство поступает готовый оконный брус с лесозаготовительных предприятий Сибири. Лиственница к нам приходит из Забайкалья, дуб — Краснодар и Дальний Восток. При этом осуществляется приемка по порокам древесины и влажности. Из-за того что компания-производитель Зенит работает с несколькими постоянными поставщиками они знают наши высокие требования к качеству бруса. При производстве нецельноламельных окон используется древесина класса В, которая приходит на завод в 6 метровых брусах. Если заказчик заказывает окна из цельноламельной древесины (класс АЕ), то заготовки приходят напиленные в размер с небольшим запасом на обработку. Размеры бруса при этом задаются специальной программой.
Операция торцовки
Первая операция при производстве деревянных окон со стеклопакетами — это операция торцевания (нарезки) бруса на оптимизаторе. В нашем случае это осуществляется на чешском станке STORI MANTEL. Оптимизатором станок называется, потому что в него заложена программа по оптимизации раскроя бруса с целью увеличить выход полезной продукции. Точность раскроя бруса составляет 0.3 мм.
Строгание

После этого раскроенные бруски попадают в четырехсторонний строгальный станок NORTEC, в котором идет строгание заготовки с одновременным отрезанием штапика. Точность на этой операции составляет 0.1 мм. Все строгальные фрезы на этом станке затачиваются каждый день, что позволяет получить производителю очень гладкую поверхность и кардинально уменьшить время необходимое для последующей шлифовки окна.
Профилирование

Затем нарезанные и строганные заготовки попадают в оконный центр STETON, в котором происходит нарезка шипов и проушин в детали будущего окна из дерева по торцам изделия с одновременным профилированием (рама, створка и т.д.). Станок снабжен системой ЧПУ и поэтому его переналадка занимает считанные секунды и происходит в автоматическом режиме.
Склейка

На готовые для сборки детали изделия наносится клей, и в специальном прессе (вайме) 4 детали склеиваются образуя будущую раму или створку. Клей используется исключительно немецкий — Kleiberit. После склейки клею дают время на полимеризацию. (обычно с окном продолжают работать уже на следующий день)
Профилирование по наружной части изделия

Следующая операция — склеенные изделия поступают на немецкий оконный центр GUBISCH на котором происходит обгонка рам и створок по периметру. Из-за того что станки многотонные, вибрации на таких станках сведены к минимуму, что позволяет производителю получить исключительное качество продукции. Все станки автоматизированы и смена инструмента происходит по программе или нажатием одной кнопки. После этого если окно имеет две или три створки в него вставляется импост. А в створке высверливаются отверстия для оконной ручки или многозапорного замка (если речь идет о входной двери).
Антисептирование.
Нанесение первого слоя покрытия, называется — антисептированием. Все рамы и створки опускаются в ванну с антисептиком SIKKENS, который проникает в дерево на глубину 5 мм. Антисептирование решает сразу несколько задач:
- Защита окна от гниения и вредных микроорганизмов;
- Порозаполнение для большей равномерности цвета при грунтовании;
- Поднятие ворса и его стабилизацию для облегчения последующей шлифовки.
Шлифование.

После высыхания рамы и створки шлифуются с целью устранения всех шероховатостей с помощью шлифовальных машин и передаются на участок грунтования
Грунтование.
При грунтовании изделия приобретают необходимый цвет и оттенок любой на выбор заказчика. Материалы немецкой фирмы Sikkens, являющейся законодателем качества в Европе, по праву считаются лучшими в этой отрасли. Грунт наносится двумя способами: ручным с помощью кисти и распылением при помощи итальянского оборудования Graco.
Грунт дополнительно заполняет поры древесины и придает изделию 70% необходимого цвета. Остальные 30% цвета на изделие наносится в покрасочной камере. На стадии грунтования на уже подсохшие рамы и створки на все V-образные швы, образованные соединением вертикальных и горизонтальных деталей, наносится специальный акриловый бесцветный герметик, обеспечивающий защиту этих узлов от проникновения влаги в торцевые части деталей.
Покраска.

Просохшие рамы и створки воздушным путем по специальным направляющим рельсам подаются в покрасочную камеру. Применяемые производителем лаки и краски концерна Sikkens с оборудованием фирмы Graco выдают блестящие результаты. Окрашивание производиться в три этапа:
- 1 этап. Нанесение первого слоя покрытия толщиной 150 микрон. Растекание, сушка.
- 2 этап. Промежуточная шлифовка поднявшегося ворса.
- 3 этап. Нанесение второго, окончательного слоя покрытия толщиной 150 микрон. Растекание, сушка.
При каждом нанесении лака (краски) изделие получает дополнительные 15% цвета. Эта технология позволяет производителю более равномерно распределять цвета и оттенки и обеспечивает идеальное совпадение цветов на изделии и выбранном заказчиком образце.
Следует добавить, что на окна изготавливаемых из лиственницы и дуба в первую очередь наносится дополнительный слой материала, препятствующего выделению древесиной этих пород сахаристых и дубильных веществ.
Остекление и установка фурнитуры.
Применяемая производителем фурнитура немецкого бренда Roto не нуждается в каких-либо комментариях. Диапазон производимых этой компанией механизмов для дверей и окон обширен и используется каждым уважающим себя производителем.
После установки фурнитуры следует процесс установки стеклопакетов.

На посадочное место по периметру створки наклеивается полоса микропористой резины призванной защитить стекло от соприкосновения с основанием и нивелировать мелкие неровности. После укладки стеклопакет центруется дистанционными пластинами и фиксируется деревянными штапиками необходимой длины, запиленными под углом в 45 градусов. С помощью пневматического пистолета штапики прибиваются гвоздями, шляпки которых топятся в пазу, который в свою очередь заполняется силиконовым герметиком необходимого цвета. Герметик наносится с двух сторон створки и формуется специальным шпателем таким образом, чтобы попадаемые на стекло капли воды сливались со створки не задерживаясь.
Готовая створка навешивается на петли рамы и регулируется. На этом же участке производителем по желанию заказчика производится установка алюминиевых накладок на наружную часть окна.
Доставка.
Доставка деревянных окон от производителя осуществляется транспортом компании со специально подготовленными крепежными элементами.


